Температура и время пайки полипропиленовых труб
Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Особенности труб ППР
 Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Температура сварки ппр
 Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности. Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва.
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
Таблица пайки полипропиленовых труб
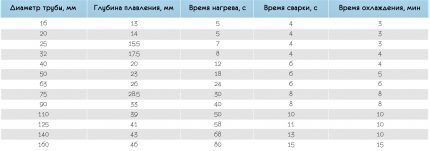
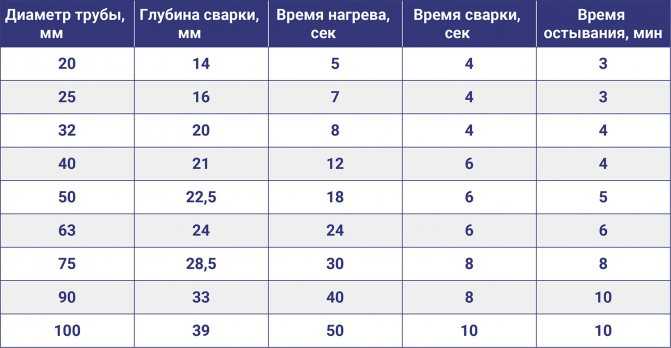
Выработана уже давно таблица пайки полипропиленовых труб, которая считается оптимальной. Время нагрева материала напрямую зависит от диаметра трубы. Рассчитаны и некоторые другие параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не должна быть рассчитана произвольно. Поэтому эта таблица для монтажных работ – главный учебный материал. Как видно, температурный режим даётся средний, а вот время его применения значительно разнится.
Нарушение указанного температурного цикла может привести к негативным последствиям:
- при недостаточном коротком нагреве шов разойдётся в результате диффузии, и неизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато увеличением гидравлической нагрузки.
Особенно помогает эта таблица при сварке труб больших диаметров, так как время нагрева в них увеличивается, но надо точно знать, насколько.
Но и эти данные не всегда являются корректными. Многое зависит от температуры в помещении или на месте работ извне. Оптимальной считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Здесь время пайки нужно увеличивать, исходя из погодных условий. Чем ниже температура, тем время пайки увеличивается. А вот в сильную жару лучше вообще от монтажных работ отказаться. Граница + 25 градусов.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
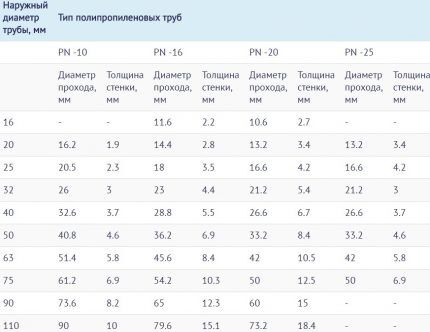
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
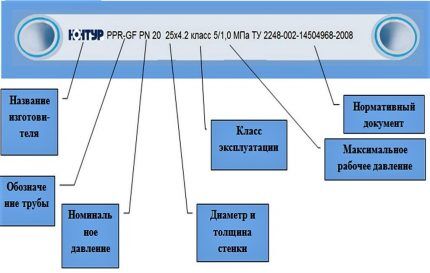
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
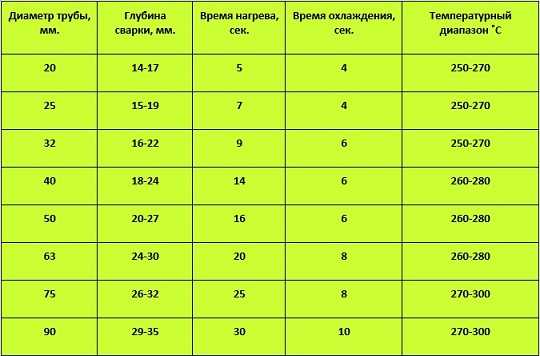
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Температура пайки полипропиленовых труб
Автор: Игорь
Дата: 31.07.2017
- Статья
- Фото
- Видео
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общая информация 

Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Таблица температуры нагрева при пайке полипропиленовых труб
 Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
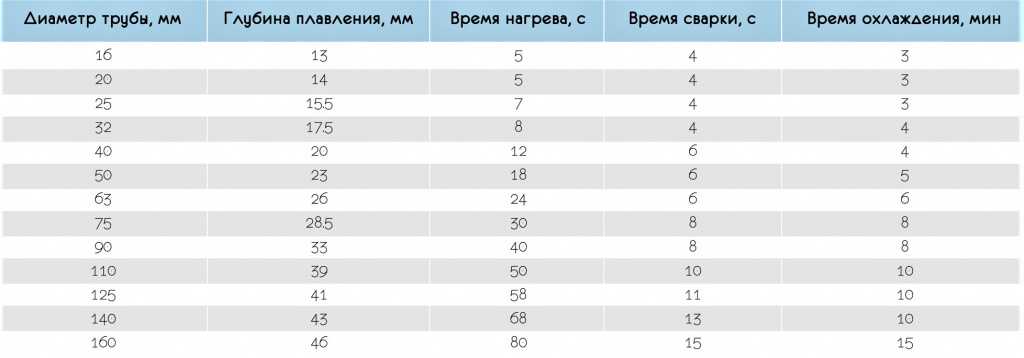
Время и температура пайки полипропиленовых труб, таблица которых необходима каждому пайщику, служат основными параметрами. Они подбираются в зависимости от диаметра трубы и глубины проварки соединения. Даже небольшое отклонение от рекомендованных значений может привести к значительному снижению прочности и долговечности швов. Способность системы выдерживать рабочее давление жидкости снизится, рано или поздно в этом месте появится протечка.
Общее влияние температуры при стыковочных работах
Принцип действия сварочного аппарата для пропиленовых труб основан на способности материала размягчаться при нагреве. Связи между молекулами полимера при повышении температуры ослабевают. Внешне плавление выражается в повышенной пластичности. Если нагреть две сопрягаемые детали, совместить их размягченные кромки и прижать друг к другу, то подвижные части молекул из поверхностных слоев двух деталей начнут проникать друг между другом.
При остывании возникнут новые связи между молекулами полимера, и две детали образуют единое целое. Прочность материала шва после застывания будет такая же, как и основного материала. Это важное преимущество данного способа перед разъемными резьбовыми соединениями. В них между двумя деталями всегда сохраняется зазор, перекрытый тем или иным уплотнителем.
Если же температурный и временной режим сварки нарушен, то такой зазор остается в паяном соединении, причем без уплотнителя. Такой стык не способен выдерживать рабочее давление в системе, через него начинает сочиться вода, со временем он может полностью разрушиться, вызывая серьезную протечку.
Температура пайки полипропиленовых труб таблица режимов.
Недостаточный прогрев кромок или поверхностей стыка приводит к непровару. Не менее вредно и перегревать полипропилен в месте пайки. Там может возникнуть внутренний валик, снижающий эффективное сечение трубопровода. В результате снизится его пропускная способность, при открытии и закрытии кранов могут возникать гидроудары, пагубно действующие на водопроводную систему и подключенное к ней оборудование.
Для большинства марок полипропилена производители рекомендуют использовать температуру 220 — 267 о С. При определении режима пайки обязательно учитываются следующие значения:
- присоединительный диаметр трубы, фитинга или элемента арматуры;
- температурный режим в здании;
- время нагрева, спайки и охлаждения.
[stextbox нагрева обычно прямо пропорционально диаметру детали.[/stetxbox]
В случае перегрева свыше 270 о С, возникает перегрев верхнего слоя и неполный прогрев внутренних слоев. При этом сверхпластичный верхний слой сдвигается, образуя сварочный валик, а внутренний слой не участвует в контакте. Толщина слоя сварки получается недостаточной, прочность соединения падает.
Как сваривать трубы вручную?
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90 о , с них снимается фаска, облегчающая соединение.
Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.
Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.
Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей. По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
[stextbox различных сортов полимеров производители рекомендую свои диапазоны рабочих температур нагрева.[/stextbox]
Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
Диаграмма температуры и давления во время различных этапов сварки.
Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
Нюансы выдержки нужного теплового режима
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков. У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор. Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
[stextbox недопустимо прогревать две детали, участвующие в создании стыка, не одновременно. При последовательном прогреве, пока прогревается вторая деталь, первая уже успевает остыть и соединение получается ослабленным либо сразу бракованным.[/stetxbox]
Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева;
- расстояние от точки сварки до аппарата должно быть не более 1 метра;
- сваривать следует проводить при комнатной температуре;
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Какой температуры должен быть паяльник?
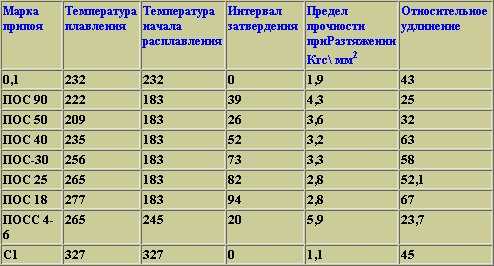
Температура пайки полипропиленовых водопроводных труб зависит от сорта полимера, использованного производителем для изготовления конкретной модели.
Таблица диапазонов температур для пайки труб из различных марок полпропилена.
Паяльный аппарат имеет механический или цифровой регулятор температуры нагрева. Цифровая система регулировки позволяет выставить значение с большой точностью, кроме того, индикатор может показать текущую температуру нагревателя. Опытные мастера советуют на тестовых деталях проверять фактическую температуру нагрева контактным термометром или пирометром.
Температура в комнате, где проходит пайка, также должна учитываться при подборе рабочих режимов. Например, если она близка к нулю, то снятые с нагревателя кромки успеют значительно остыть за несколько секунд, пока их подносят друг к другу и совмещают. Так же отрицательно влияет и сильный ветер. Поправка на температуру в помещении подбирается опытным путем.
По возможности следует избегать монтажа полипропилена в уличных условиях при низкой температуре и сильном ветре.
Сколько времени нагревать?
Время нагрева стыков зависит от марки пластика, диаметра трубы, толщины ее стенок.
Время прогрева стыков в зависимости от толщины стенок трубы.
Ограничение максимального времени прогрева позволяет избежать перегрева деталей, приводящего к возникновению внутреннего валика, снижающего эффективное сечение соединения.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Заключение
Качественная подготовка и пайка пластиковых труб, инструкция, время нагрева и температуры нагрева — это необходимые компоненты надежного и долговечного монтажа водопроводных систем из полипропилена. Строгое следование данным из таблицы при подготовке и проведении работ позволит надежно паять трубы даже начинающим домашним мастерам.
Температура и время пайки полипропиленовых труб
Пайка труб из полипропилена — поэтапная инструкция
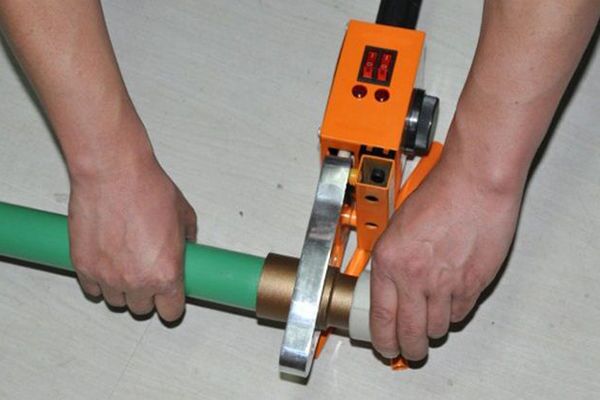
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
- Труборез, обычно для обрезки труб используют ножницы с предельно допустимым диаметром реза 40 мм, для больших размеров применяют более мощные ножницы или роликовые резаки.
- Рулетка для измерения размеров, маркер или карандаш для отметки длины на трубной оболочке.
- Перчатки для защиты рук от ожогов во время работы.
- Уровень для проверки горизонта при установке водорозеток.
- Отвертка или шестиганный ключ для фиксации насадок на нагревательном утюге.
Теория пластиковой сварки
В принципе, при сварке PPR пластмасс комбинация пластифицированных слоёв изделия по соединению происходит путём приложения давления для формирования соединения материала. Процессы, происходящие во время пайки:
- адсорбция;
- диффузия;
- вязкоупругость и ползучесть.
Основные факторы, влияющие на паяние:
- температура сварки;
- сила сварки;
- время сварки.
Все три размера характерны для любого свариваемого термопластика и должны находиться в строго определённых допускаемых диапазонах. Даже если только один из этих трёх факторов выйдет за пределы этих допусков, качество сварного шва не может быть гарантировано.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Проверить исправность спецодежды, спецобуви и других СИЗ на отсутствие внешних повреждений, надеть исправные СИЗ, соответствующие выполняемой работе. Спецодежда должна быть застегнута. Запрещается держать в карманах одежды острые, бьющиеся предметы. 2.2. Получить задание у непосредственного руководителя на выполнение работ с паяльником для полипропиленовых труб, при необходимости пройти инструктаж. 2.3. Установить последовательность выполнения операций. 2.4. Проверить внешним осмотром: — наличие ограждений и предохранительных устройств; — проверить наличие и исправность инструмента. 2.5. Инструмент, приспособления и материалы расположить в удобном и безопасном для пользования месте. 2.6. Проверить состояние освещенности рабочего места и работу вентиляции. 2.7. При пользовании паяльником для полипропиленовых труб: — проверить его на соответствие классу защиты от поражения электрическим током; — проверить внешним осмотром техническое состояние кабеля и штепсельной вилки, целостность защитного кожуха и изоляции рукоятки; — проверить на работоспособность встроенных в его конструкцию отсосов; — проверить на работоспособность механизированную подачу припоя в случаях ее установки в паяльнике. 2.8. Установить паяльник для полипропиленовых труб на подставку. 2.9. Закрепить на нагревательном элементе насадки нужного диаметра. 2.10. Включить в сеть, выбрав регулятором нужный температурный диапазон работы. 2.11. Для сварки полипропиленовую трубу помещают в отверстие с одной стороны насадки, а фитинг надевают на выступ с другой стороны, с небольшим нажимом. 2.12. Проверить наличие и исправность: — ограждений и предохранительных приспособлений; — токоведущих частей электрической аппаратуры (пускателей, трансформаторов, кнопок и других частей); — заземляющих устройств. 2.13. Проверить наличие аптечки для оказания первой помощи, первичных средств пожаротушения. 2.14. Обо всех недостатках, а также неисправностях оборудования и защитных средств, обнаруженных при осмотре на рабочем месте, доложить руководителю для принятия мер по их полному устранению или замене. 2.15. Работник должен лично убедиться в том, что все меры, необходимые для обеспечения безопасности выполнены. 2.16. При обнаружении каких-либо неисправностей сообщить об этом своему непосредственному руководителю и до их устранения к работе не приступать.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.






Существует таблица температур пайки полипропиленовых труб.
Фибролит: характеристики, преимущества и недостатки, особенности монтажа фибролитовых плит

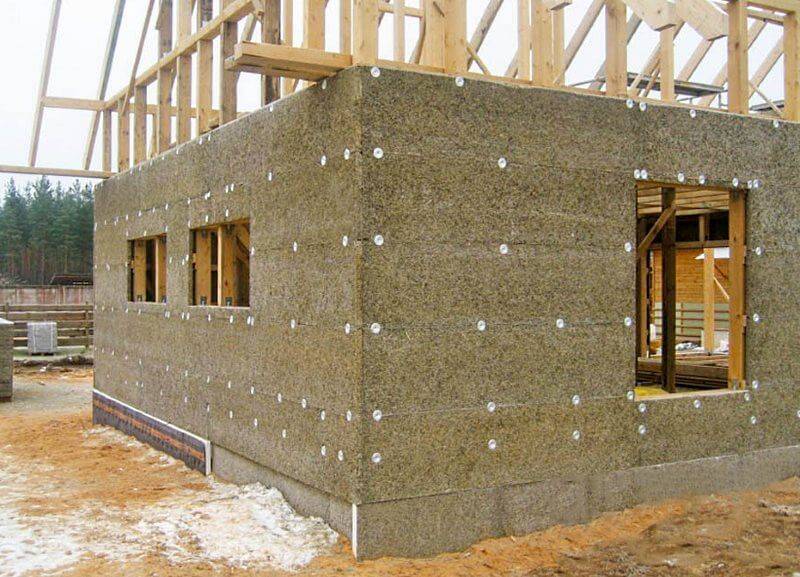
Ассортимент утеплителей постоянно пополняется новыми изоляторами, которые обладают превосходными эксплуатационными качествами и физическими свойствами. Однако наибольшей популярностью пользуются экологически чистые материалы, обеспечивающие в жилище комфортный микроклимат, представляющие абсолютную безопасность для здоровья всех членов семьи. Об одном из таких – фибролите, пойдёт речь в статье.
Свойства и характеристики фибролита
Фибролит относится к группе плитных материалов, изготовленных на основе древесно-стружечного сырья посредством прессования. Благодаря добавлению цемента и натурального минерализатора материал приобретает стойкость к влаге и перепаду температур.
Листы из фибролита используются не только в качестве утеплителя, они подходят для обшивки построек, вместо стеновых панелей, опалубных конструкций и т. п. Ассортимент разрабатывается на основе разных марок цемента. К примеру, для получения утеплительной плиты добавляют М-300, что даёт возможность получить материал с низким показателем теплопроводности. Марки М-400, 500 используются для изготовления обшивочных листов, способность изделий удерживать тепло проигрывает первому варианту.
Особенность фибролита от других древесных материалов заключается в основном сырье, а точнее его параметрах. Размеры стружки тщательно контролируются:
• ширина – от 1 до 8 мм;
• толщина – от 0,1 до 0,4 мм;
• длина – от 250 до 500 мм.
• форма выпуска – плиты;
• параметры листов – длина 2; 2,4; 3 м; ширина 0,5; 0,55; 1,15 м; толщина 2,4; 3,5; 5; 7,5; 10 см;
• теплопроводность — 0,063 Вт/м*К;
• упругость – 300 Мпа;
• паропроницаемость — 0,13 мг/м*ч*Па.
Преимущества и недостатки фибролитовых плит
Фибролитовые плиты за короткий промежуток времени завоевали популярность на строительном рынке благодаря следующим преимуществам:
• экологически чистому составу, материал является безопасным для здоровья человека, в процессе эксплуатации не наблюдается выделение вредных веществ;
• относительно небольшому весу, невзирая на наличие цемента;
• низкому показателю теплопроводности, что поможет защитить жилище от тепловых потерь;
• звукоизоляционным свойствам, при монтаже не понадобится использовать шумопоглощающий материал;

• простой технологии укладки плит;
• высокой паропроницаемости, что не мешает осуществляться естественной циркуляции воздуха (стены дышат);
• длительному эксплуатационному периоду;
Перед применением фибролита стоит учесть недостатки материала. Прежде всего, это слабая влагостойкость. Данный факт указывает на невозможность монтирования утеплителя в помещениях с повышенным уровнем влажности. После впитывания лишней влаги материал теряет свои свойства, а значит, выполнять функцию утеплителя уже не сможет.
Плохо переносит фибролит и температурные перепады. Влага, находящаяся внутри плиты, при минусовой температуре превращается в лёд. Он способствует разрушению структуры, в результате чего утеплитель необходимо менять.
Важно! Подобный материал уже выпускался ранее, но при его эксплуатации были отмечены случаи развития грибка внутри плиты. Современная технология производства исключает данную проблему.

Особенности монтажа
Как уже было отмечено фибролитовые плиты легко монтируются. Их без труда можно просверлить, раскроить, прикрепить к основанию либо каркасу.
Правила проведения монтажных работ:
• обшиваемая фибролитом поверхность предварительно подготавливается путём заделывания щелей, дыр и трещин, при наличии грибка стену нужно обработать антисептическим раствором;
• для крепления утеплителя собирается каркас из металлических профилей или деревянных брусков, которые также нужно обработать антисептиком;
• с целью предотвращения деформации утеплительной конструкции под воздействием влаги или других внешних факторов, рекомендуется между каркасом и плитами укладывать армирующую металлическую сетку, к фибролиту её фиксируют с помощью строительных скоб;
• при обустройстве утеплителя в санузле поверх плит необходимо настилать гидроизоляционную плёнку, она предотвратит проникновения воды к древесно-цементной плите;
• поверх фибролита можно делать контр обрешётку с целью обшивки отделочным материалом или прямо на плиты наносить штукатурную смесь, предварительно обработав рабочую зону грунтовкой.
Укладку листов утеплителя производят снизу вверх, формируя ряды со смещением (по типу кирпичной кладки). Крепить фибролит можно на каркас и прямо на стены с помощью специального клеевого состава. Клей распределяется зубчатым шпателем равномерным слоем на обе поверхности (стену и плиту). После установки утеплитель дополнительно фиксируется несколькими дюбелями.
Идей с применением фибролита множество, стоит только проявить творческий подход к работе и талант.
Фибролитовые плиты — что это такое?

Фибролит создан в Австралии в 1910-м году. Изначально материал назвали гераклидом, в честь силача древнегреческих мифов. Подразумевалось, что фибролит — материал столь же стойкий, «непобедимый». Однако поистине таким он стал в 1920-м году. Почему?
Состав
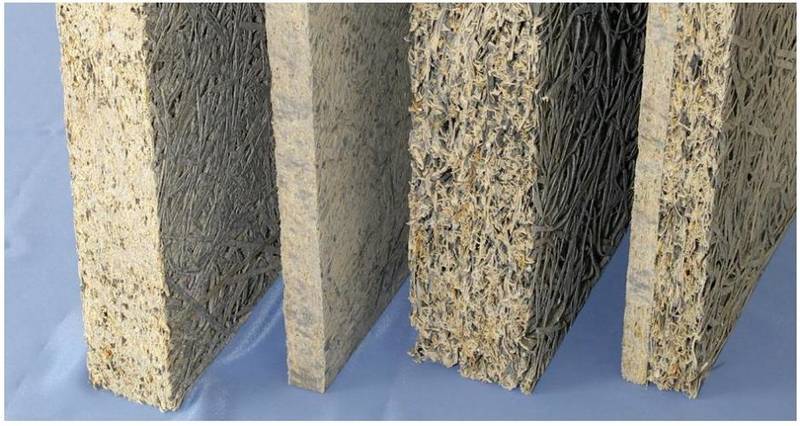
Фибролитовые плиты используются в строительстве с конца 20-х годов XX века. По составу изделия похожи на арболит. Разница заключается в размерах стружки. В арболите древесные отходы перемолоты в мелкую крошку. Фиброплита содержит в качестве связующего наполнителя стружку в виде лент длиной более 350 мм, шириной 5–10 мм.
Изготовление плит — несложный технологический процесс. Древесный материал обрабатывают хлористым калием. В качестве минерализатора используют жидкое стекло и сернистый глинозем. Затем стружку перемешивают с цементным раствором, прессуют в специальных формах. После термического воздействия, сушки до уровня влажности 20 % получают готовую продукцию.
Технология
Древесное волокно вначале минерализуют раствором хлористого кальция или жидкого стекла или сернистого глинозема. После этого древесное волокно смешивают с цементом и водой. Строительные плиты формуют, используя давление 0,5 МПа. После формовки их помещают для твердения в пропарочные камеры. Затвердевшие плиты сушат до влажности не более 20 %.
По ГОСТу плиты должны иметь длину 240 и 300 см, ширину — 60 и 120 см, толщину — 3—15 см. Иногда делают блоки вместо плит.
Фибролитовые плиты имеет широкую сферу применения, является инновационной заменой традиционных плитных материалов: OSB, ЦСП, СЦП, ГВЛ, ДСП, СМЛ, ППС, фанера и пр.
Характеристики фибролитовой плиты
Достаточно широкое применение фибролита, определяется высокими, а иногда и уникальными, эксплуатационными характеристиками, среди которых особо следует обратить внимание на такие из них:
- несмотря на то что большую часть плиты составляет древесная стружка – этот материал пожаробезопасен, благодаря специальной пропитке вяжущими составами;
- по этой же причине, материал обладает достаточно хорошей влагостойкостью, способен выдерживать даже постоянное воздействие влажной среды;
- способность фиброплит противостоять различным деформациям и подвижкам, благодаря древесной «шерсти» которая в этом случае успешно справляется с функцией демпфера, а цементная оболочка обеспечивает им стабильность;
- фибролитовые плиты биологически неактивны и не подвержены как гниению, так и заражению микроорганизмами или насекомыми;
- низкий коэффициент теплопроводности;
- высокая звукоизолирующая способность;
- экологичность;
- морозостойкость – выдерживает не менее 50 циклов;
- долговечность – срок службы не менее 50-70 лет.
Кроме того, следует обратить внимание и на такие моменты:
относительно небольшой вес фиброплит, что существенно облегчает его транспортировку и монтаж, для выполнения которого даже не требуется привлечения спецтехники;

легкость и податливость для обработки традиционными инструментами, теми же что и для дерева;
высокая скорость монтажа, благодаря большому размеру изделий.
Также одним неоспоримым плюсом фибролита является его более низкая цена, по сравнению с аналогичными материалами, которые он нередко превосходит по многим параметрам.

Следует отметить, что современные фибролитовые стеновые панели несколько отличаются от тех, которые применялись даже несколько десятилетий назад. Многие из их недостатков, благодаря появлению современных технологий и использования более эффективных вяжущих компонентов удалось преодолеть.
Например, это касается влагостойкости, которая была достаточно низкой, что приводило к ухудшению качественных показателей материала и последующему разрушению, в деле которого играли свою роль различные патогенные микроорганизмы.
Свойства
По плотности — делятся на марки Ф-300 (теплоизоляционный фибролит) и Ф-400, Ф-500 (тепло изоляционно-конструктивный фибролит). Теплопроводность — 0,08—0,1 Вт/(мК).
Фибролит не горит открытым пламенем. Легко обрабатывается: его можно пилить, сверлить и вбивать в него гвозди. Водопоглощение цементного фибролита — не более 35—45 %.
При влажности выше 35 % он может поражаться домовым грибом, поэтому его нужно защищать от увлажнения — в частности, путём оштукатуривания. Шероховатая поверхность фибролита способствует хорошему сцеплению со штукатуркой.
Преимущества и недостатки фибролитовых плит
Фибролитовые плиты за короткий промежуток времени завоевали популярность на строительном рынке благодаря следующим преимуществам:
• экологически чистому составу, материал является безопасным для здоровья человека, в процессе эксплуатации не наблюдается выделение вредных веществ;
• относительно небольшому весу, невзирая на наличие цемента;
• низкому показателю теплопроводности, что поможет защитить жилище от тепловых потерь;
• звукоизоляционным свойствам, при монтаже не понадобится использовать шумопоглощающий материал;

• простой технологии укладки плит;
• высокой паропроницаемости, что не мешает осуществляться естественной циркуляции воздуха (стены дышат);
• длительному эксплуатационному периоду;
Перед применением фибролита стоит учесть недостатки материала. Прежде всего, это слабая влагостойкость. Данный факт указывает на невозможность монтирования утеплителя в помещениях с повышенным уровнем влажности. После впитывания лишней влаги материал теряет свои свойства, а значит, выполнять функцию утеплителя уже не сможет.
Плохо переносит фибролит и температурные перепады. Влага, находящаяся внутри плиты, при минусовой температуре превращается в лёд. Он способствует разрушению структуры, в результате чего утеплитель необходимо менять.
Важно! Подобный материал уже выпускался ранее, но при его эксплуатации были отмечены случаи развития грибка внутри плиты. Современная технология производства исключает данную проблему.

Сфера использования фибролита
Большой выбор фибролитовых плит расширяет их применение в различных видах домостроения. Они используются для утепления стен в панельных, монолитных, каркасных и кирпичных домах. Применяются в качестве укрепления межкомнатных перегородок, обшивки потолка, стен, кровли и перекрытий. С помощью плит обеспечивается противопожарная безопасность в помещениях, звукоизоляция и гидроизоляция. Также они подходят для утепления грунтового пола, для возведения межкомнатного и цокольного перекрытия. Фибролит, имеющий отличную термоизоляцию, используют при строительстве бань, морозильных камер и бассейнов.

Использование фибролита в монолитном строительстве
Применение фибролита в возведении опалубки или перекрытий предоставляет больше возможностей для достижения нужной конструкции, так как его можно изгибать под любым углом. Благодаря его положительным качествам, при возведении несъёмной опалубки конструкция будет защищена от повышенных и пониженных температур и излишнего шума. При этом в нём можно без лишних усилий сделать отверстия под коммуникации или разрезать на части. После завершения строительства опалубки плиты не требуется убирать — они будут дополнительной теплоизоляцией.

Фибролитовые панели для решения проблем звукоизоляции
Акустические фибролитовые плиты отлично подходят в качестве звукопоглощающего материала, так как уменьшают уровень звука на 20 дБ. Использовать их можно на всех поверхностях помещения: пол, стены, потолок. Также применяются для отделки любого строительного материала: кирпича, бетона или дерева.
Панели можно устанавливать в следующих местах:
- жилых помещениях;
- офисах;
- спортивных объектах;
- музыкальных и звукозаписывающих студиях;
- театрах и кинозалах;
- вокзалах, аэропортах.
Так как самостоятельно отделывать поверхности плитами несложно, то их часто применяют при строительстве домашних кинотеатров и музыкальных центров.

Достоинства и недостатки
К основным достоинствам фибролита можно отнести:
- повышенный уровень огнестойкости
- это трудносгораемый строительный материал
- высокий уровень влагостойкости современных фибролитовых плит
- повышенная устойчивость к биологическим агентам
- довольно низкий уровень теплопроводности (коэффициент теплопроводности: 0,08…0,1 Вт/м К)
- высокие показатели звукоизоляции
- длительный период эксплуатации (50 — 60 лет)
- высокая прочность на изгиб. Используется фибролит при создании межкомнатных перегородок
- небольшая масса
- легкость обработки. Фибролит легко резать, обрабатывать. В него отлично вбиваются гвозди, его можно штукатурить
- быстрота монтажа
- невысокая цена.
Дома из фибролитовых плит имеют следующие недостатки:
- разрушение при длительном действии температурно-влажностного режима использования, следовательно, снижаются и теплоизоляционные параметры. Ежегодные циклы замораживания и оттаивания приводят со временем к отрицательным последствиям
- если производитель не соблюдает технологию производства, на чем-то экономит, то материал будет подвергаться поражению грибками. Всегда спрашивайте сертификат качества у продавца.
Посмотрите видео «Фибролит»
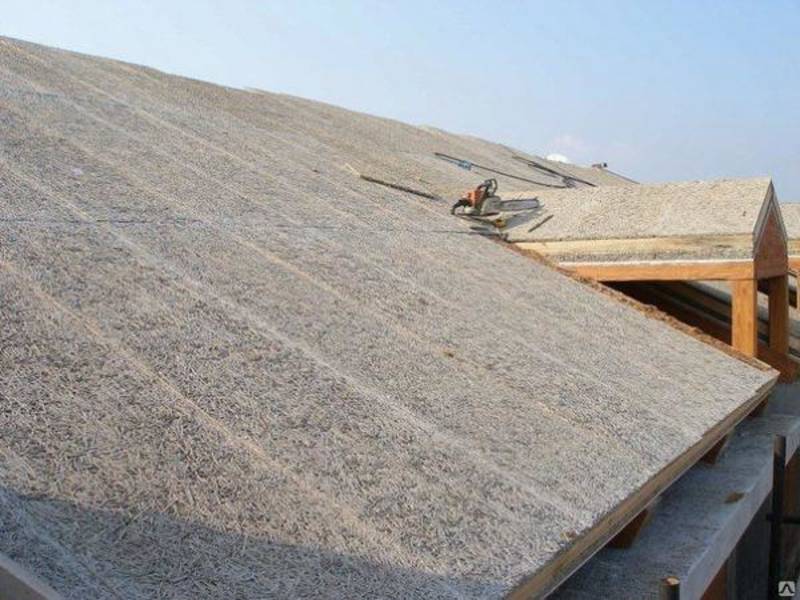
Основные сферы применения
Цементно-стружечные плиты используют для утепления фундаментов, стен, перекрытий и кровли зданий.
Несъемная опалубка фундамента
При возведении монолитных фундаментов сначала устанавливают щитовую опалубку. После застывания бетона ее демонтируют. Затем фундамент утепляют. Работа обходится недешево, занимает много времени. Устройство ограждающих конструкций из фибролитовых панелей решает эти проблемы.
Толщину ЦСП определяют расчетным путем. Технология возведения опалубки из фибролита не вызывает особых трудностей. Работы производят в несколько этапов:
- Внутрь траншей на цементно-песчаную подушку в два ряда ставят ЦСП. Расстояние между плитами равняется расчетной ширине монолитной ленты.
- Внутри панелей укладывают арматуру.
- Вверху фибролит закрепляют отрезками деревянного бруса, который прибивают к плитам гвоздями.
- В случае устройства толстых стен в середине высоты ЦСП ставят распорные металлические шпильки.
- Производят заливку фундамента бетоном с послойной трамбовкой.
- Внешние поверхности опалубки обрабатывают жидким битумом или покрывают другой гидроизоляцией.
- Через 28–30 дней утепленное основание здания готово к дальнейшему строительству.
Утепление полов
Бетонные полы утепляют в основном над неотапливаемыми подвальными помещениями, на чердачных перекрытиях. Происходит это следующим образом:
- На чистое, сухое бетонное основание укладывают фибролитовые плиты.
- Швы между листами заделывают цементом.
- Поверх утеплителя выполняют стяжку из цементно-песчаного раствора. Ее толщина обычно колеблется от 30 до 50 мм.
- После набирания стяжкой прочности укладывают напольное покрытие: линолеум, ламинат или кафель.
Утепление стен
Стены утепляют фибролитом чаще всего изнутри здания. Иногда это делают на фасаде дома. Выполняют эту работу так:
- Для утепления используют перфоратор, пилу и молоток. Если утепляют фасад, то устанавливают леса или подмости.
- Заранее раскроенные листы ФБ крепят к стенам дюбелями-грибками. Для этого просверливают перфоратором панели и стены. В отверстия забивают молотком дюбели.
- Штукатурят стены. На фасаде — раствором с влагостойкими добавками.
- После высыхания слоя приступают к финишной отделке ограждений.
Утепление кровли
Скатную кровлю утепляют изнутри. Работы выполняют в следующем порядке:
- Для того чтобы избежать образования щелей, стропила обшивают обрезными досками.
- Фибролитовые панели готовят, раскраивая их с помощью пилы.
- Обшивают древесную облицовку плитами толщиной 10 мм. Крепят ФБ к доскам шурупами.
- Финишную отделку выполняют листами ДВП или другим материалом.
Фибролитовые панели для решения проблем звукоизоляции
Следует отметить, что применение фибролитовых плит позволяет возводить не только прямолинейные монолитные конструкции, но и криволинейные. Для этого сначала выполняют раскрой из плит деталей и элементов необходимой формы и размера, а затем – укладывается опалубка, в соответствии с проектом.
Эффективна фиброплита в решении вопросов связанных с понижением негативного воздействия шума и различных звуков, ставших постоянными спутниками современного человека, особенно проживающего в условиях мегаполиса.
Данный материал обладает уникальной способностью поглощать шумы благодаря своей хаотичной ячеистой структуре и наиболее эффективен при борьбе с высокочастотными звуками. Может применяться для звукоизоляции как стен, так и пола и даже потолка.
Фибролитовые панели в малоэтажном строительстве, видео:
Производство фибролитовых плит
Каким получится фибролитовый каркасный дом, зависит от качества плит. Рассмотрим производственный процесс изготовления таких плит.
Технологический процесс автоматизированного создания фибролита на портландцементе включает такие этапы:
- раскрой долготья на чураки
- создание древесной шерсти
- обработка древесной шерсти минерализатором — раствором хлористого кальция или жидким стеклом
- перемешивание древесной стружки с цементом
- формование и прессование плит
- термическая обработка (отвердение и сушка плит). В зимний период чураки перед строганием помещают на оттаивание в особые камеры.
Стружка может производиться на деревошерстных станках СД-2, которые производит отечественная промышленность. Уровень производительности подобных устройств в зависимости от толщины стружки за 8 ч достигает:
- при толщине стружки 0,05 мм – 330 кг
- при толщине стружки 0,1 мм – 705 кг
- при толщине стружки 0,25 мм – 1800 кг
- при толщине стружки 1 мм – 5350 кг.
Выход древесной шерсти из 1 м3 сырья составляет от 300 до 350 кг, если ширина стружки 4—5 мм, а толщина 0,25 — 0,5 мм.
Разработан ряд конструкций машин для перемешивания стружки и цемент. Большинство из них работают по сухому способу. Перемешивающее устройство осуществляет работу по просеиванию стружки от мелочи и примесей, равномерно пропитывает ее хлористым кальцием и подает полученную смесь в смесительный барабан, где происходит дальнейшее перемешивание стружки и цемента. Цемент из резервуара попадает в смесительный барабан с помощью нории, привод которой имеет коробку передач. Вследствие изменения скорости осуществляется точная дозировка цемента. Для более комфортной работы машины оборудованы пылесосом – фильтром, который убирает пыль, образующуюся в процессе перевозки стружки. Раствор, который стекает после пропитки, собирается в резервуаре и при помощи насоса перекачивается обратно в ванну.
Полностью подготовленная смесь цемента и стружки из мешалки подается в формы и равномерным слоем распределяется по всей ее площади.
Конструкционные особенности форм гарантируют возможность пакетного прессования плит и сохранения отпрессованных плит на долгий срок в зажатом положении.
Для прессования плит можно применять прессы любых конструкций, гарантирующие возможность выдержки отпрессованного пакета плит в условиях максимального давления на протяжении времени, нужного для закрепления плит в зажатом положении. Параметры давления:
- 0,1 — 1 кг/см2 для прессования плит марок 300 и 350
- 1,5 — 4 кг/см2 для прессования плит марок 400 и 500.
Плиты, оставленные в формах, могут отвердевать в естественных или искусственных условиях. Естественное отвердение осуществляется в закрытом помещении в условиях температуры воздуха от 18 до 20° С. Этот процесс длится примерно два дня. Искусственное отвердение осуществляется особых камерах при температуре от 30 до 40°С и влажности воздуха 60 — 70%. Этот процесс длится от 12 до 24 часов. Полностью отвердевшие плиты расформовывают и сушат в естественных или искусственных условиях.
Естественную сушку проводят в хорошо проветриваемом помещении. В летнее время сушить можно просто под навесом. Этот процесс длится примерно 10 дней. Искусственная сушка проводится особых камерах при условии интенсивного воздухообмена при температуре 60—70° С и влажности воздуха 60—70%. Этот процесс длится от 12 до 24 ч.
Стоимость фибролитовых плит
Цены на типовые размеры фибролитовых листов указаны в таблице.





