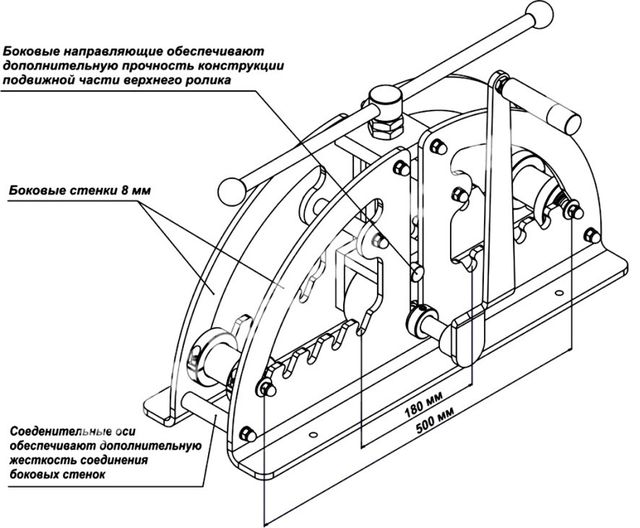
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
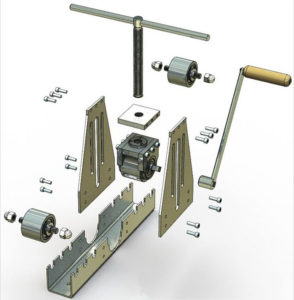
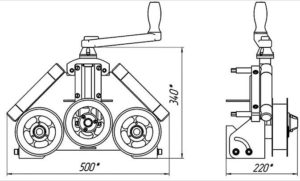
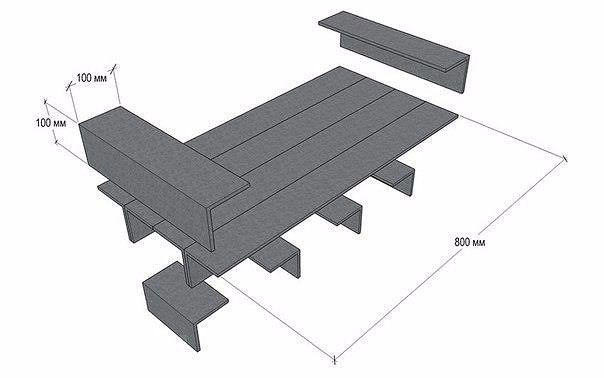
 Трубогиб для профильной трубы своими руками можно сделать разных размеров
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
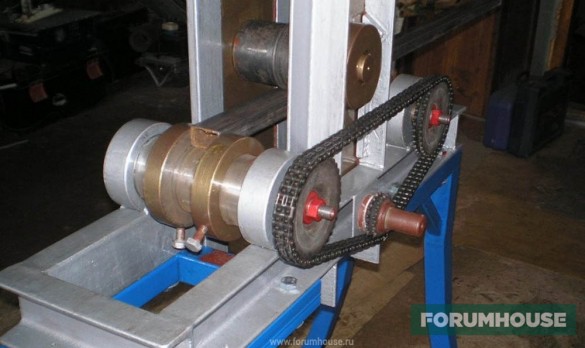
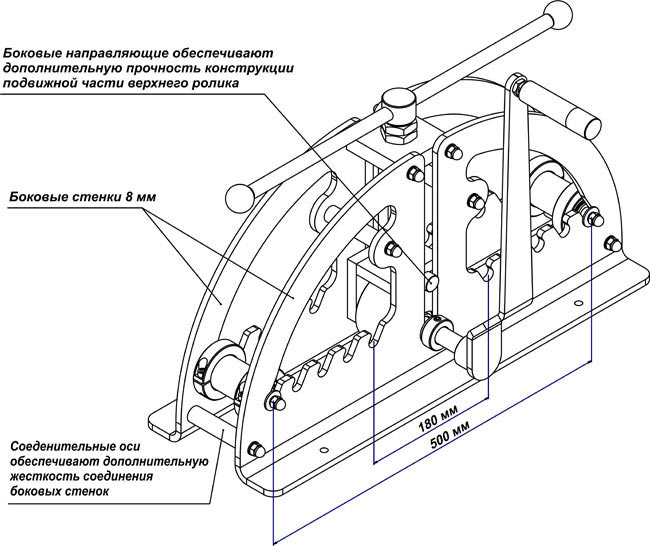
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
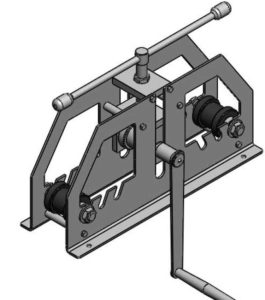
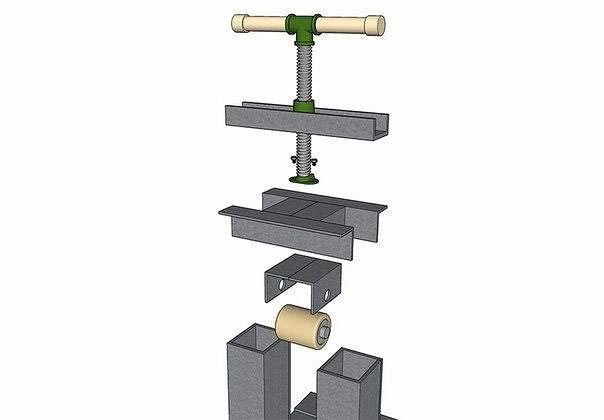
 Конструкция трубогиба для профильной трубы с подвижным средним роликом
Конструкция трубогиба для профильной трубы с подвижным средним роликом
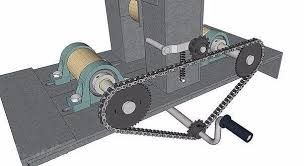
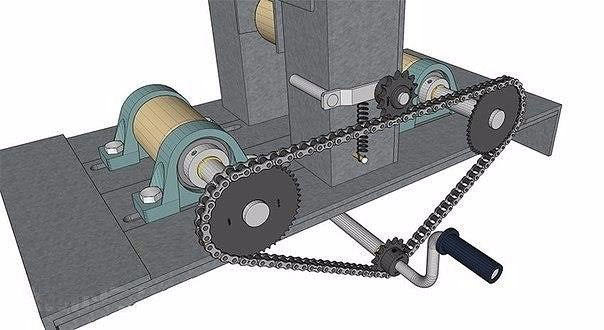
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
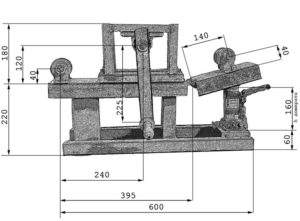
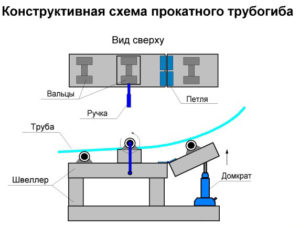
 Чертеж гибочного станка для профильной трубы с подъемной платформой
Чертеж гибочного станка для профильной трубы с подъемной платформой
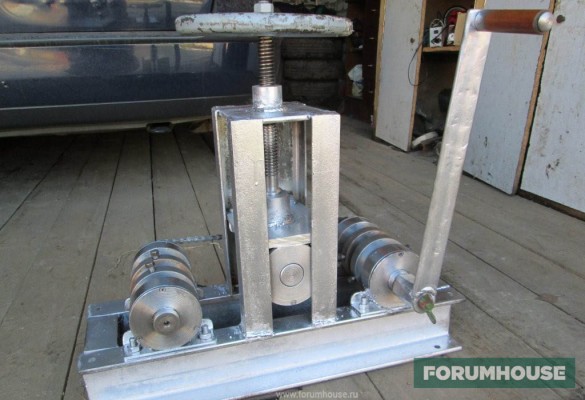
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
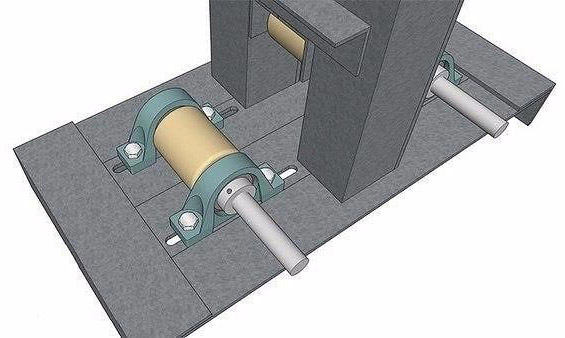
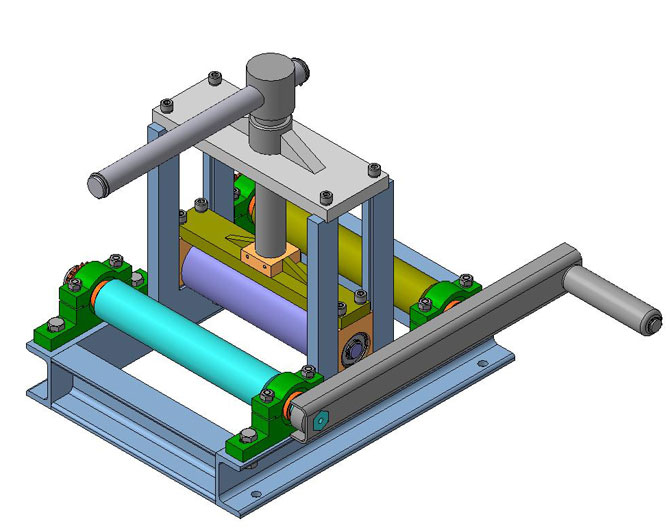
 Трубогиб для профильной трубы с подъемной площадкой
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
 Так выглядит станина в приваренными стойками для крепления подвижного ролика
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
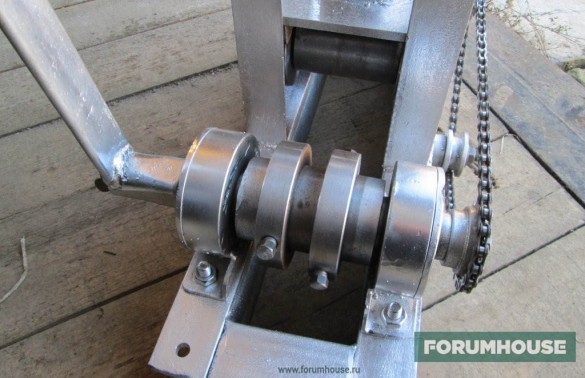
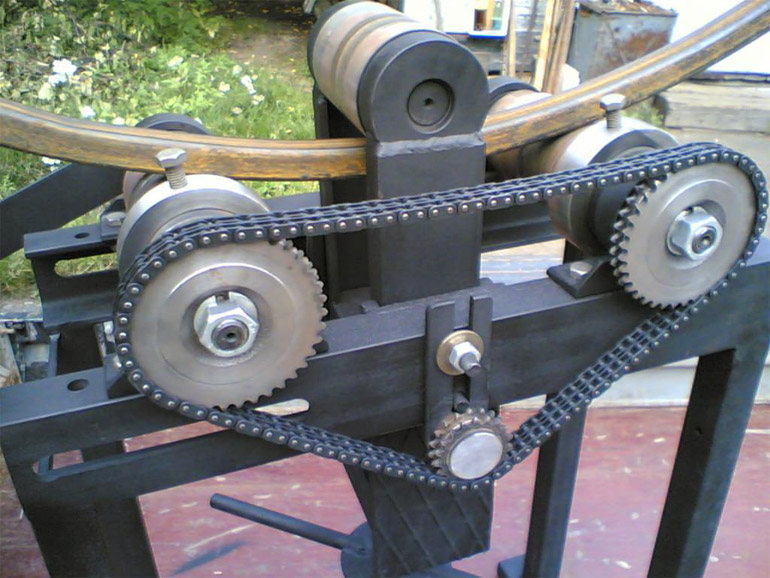
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
 Ролики для гибки профильной трубы разной ширины
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
 Пример выточенных валиков
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
 При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
 Результат изгиба при помощи сварки
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
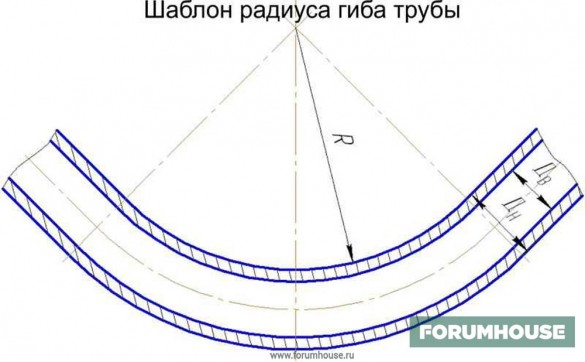
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.
 Процесс получения дуги из профильной трубы с использованием шаблона
Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.
 Шаблон на земле
Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
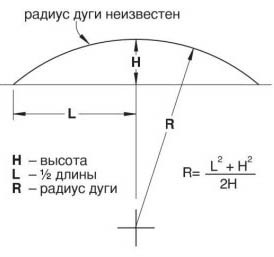
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
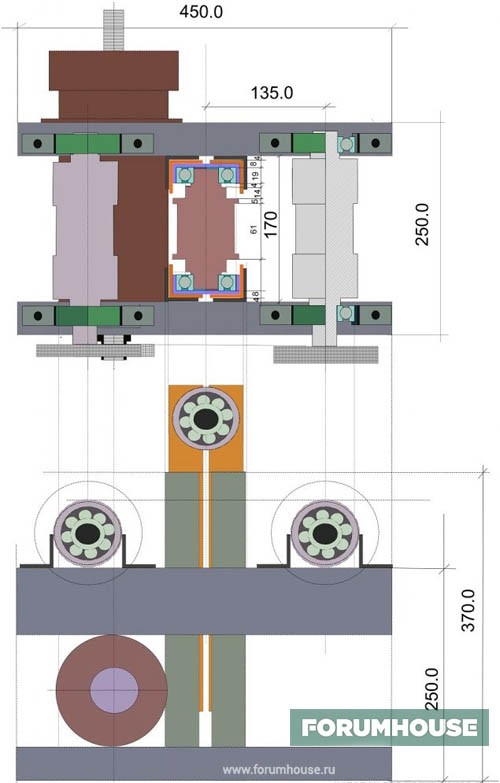
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
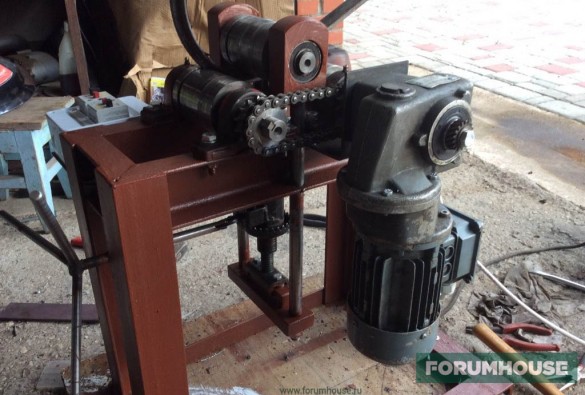
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Трубогиб для профильной трубы своими руками: 2 бюджетных вида, чертежи и видео
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Изготовление самодельного трубогиба для профильных труб
Гибка профильных труб (а также швеллеров или уголков) применяется значительно реже, чем деформирование проката круглого поперечного сечения. Тем более нет смысла приобретать специализированные механические инструменты: при единичном производстве подобных изделий они себя экономически не окупят.
В условиях мелких мастерских, а так же в быту вполне оправдано применять самодельный трубогиб для профильной трубы.

- Для чего используют профильные трубогибы
- Разновидности и классификация профильных трубогибов
- Трубогиб со средним подвижным роликом
- Трубогиб с поворотной платформой
- Элементы конструкции профильного трубогиба
- Особенности изготовления и сборки
- Как механизировать процесс
- Особенности технологии
- Можно ли согнуть трубу без применения профилегиба
Для чего используют профильные трубогибы
Известно, что, по сравнению с круглым сечением профильные трубы с той же проходной площадью отличаются повышенным значением момента сопротивления. Это означает, что предельные удельные нагрузки на деталь (в частности, сопротивление изгибу) могут быть значительно выше. Кроме того, во многих пространственных трубных конструкциях используется прокат цельнодеформированных труб, который характеризуется высокой герметичностью. Поэтому гибкий профиль часто используют во внешних конструкциях (оконные рамы, перила, поддерживающие металлические опоры крупных арочных теплиц или оранжерей).
 Однако привычные методы гибки круглых труб в применении к иным типам профилей не очень подходят по следующим причинам:
Однако привычные методы гибки круглых труб в применении к иным типам профилей не очень подходят по следующим причинам:
- После изгиба на материале практически всегда образуются складки. Если в качестве заготовки используется прокат из обычных стальных труб прямоугольного (по ГОСТ 8645-88) или квадратного (по ГОСТ 8639-82) сечения, то наличие таких складок облегчает образование ржавчины, ибо там всегда скапливается влага;
- Равномерное окрашивание таких труб затруднительно;
- Изменение длины и формы сечения происходит неконтролируемым образом, поэтому размеры изделия в сборе, указанные на чертеже, не всегда выдерживаются;
- Ухудшается внешний вид конструкции;
- Снижаются прочностные показатели.

Таким образом, применение трубогибов для гибки профильных труб вполне оправдано.
Разновидности и классификация профильных трубогибов
Практическое применение нашли следующие трубогибы, изготовление которых возможно своими руками:
- Двухроликовые.
- Трёхроликовые.
- Трубогибы с поворотной платформой.
- С поворотным рычагом.
- Гидравлические.
- С электроприводом.
Последнего вида трубогибов для профильных труб касаться не будем – практически это уже промышленное оборудование, качество изготовления которого заведомо лучше, чем самодельного. Отметим только, что электрические трубогибы не имеют конкурентов при изгибе профильных труб, внутренний размер которых превышает 100…120 мм.
 При выборе схемы деформирования учитывают исходные требования к степени искажения поперечного сечения гнутой детали. Если такие требования невысоки, то наиболее подходящим для изготовления в домашних условиях считается двухроликовый трубогиб, а значительном радиусе изгиба – трубогиб с поворотной платформой. В некоторых случаях можно вообще обойтись без специальной оснастки; об этом будет рассказано особо.
При выборе схемы деформирования учитывают исходные требования к степени искажения поперечного сечения гнутой детали. Если такие требования невысоки, то наиболее подходящим для изготовления в домашних условиях считается двухроликовый трубогиб, а значительном радиусе изгиба – трубогиб с поворотной платформой. В некоторых случаях можно вообще обойтись без специальной оснастки; об этом будет рассказано особо.
Ручные трубогибы — популярный выбор для рабочих мест, где нет доступа к электроэнергии, или там, где требуется повышенная мобильность работ.
Основная задача — согнуть трубу, не допуская её разрушения под давлением, при минимально возможных деформациях сечения и его сплющивания. Важно, чтобы исходная труба была из качественного материала. Так, б/у или сварные трубы часто могут стать причиной разрушения после деформирования трубогибом.
Далее рассмотрим ряд наиболее часто используемых вариантов изготовления трубогибов для профильной трубы своими руками.
Трубогиб со средним подвижным роликом
 Инструмент состоит из следующих деталей:
Инструмент состоит из следующих деталей:
- Сварного корпуса, закрепляемого на ровной опоре или слесарном верстаке.
- Двух симметрично расположенных сменных роликов, профиль которых должен соответствовать внешним размерам заготовки.
- Среднего подвижного ролика, свободно вращающегося на оси.
- Направляющих.
- Ручного привода подвижного ролика. В качестве такого привода может быть, например, цепная или зубчатая передача.
- Рукоятки с рычагом.
Самым ответственным моментом является профилирование подвижного ролика трубогиба. Радиус закругления при переходе от боковой части стенки к торцевой (касается прямоугольных труб) должен быть на 0,2…0,5 мм больше, чем соответствующий параметр для заготовки. Если он больше – изгиб переходит в свободный с недопустимым искажением формы исходного сечения. Если меньше – происходит защемление участка сгиба, что увеличивает прикладываемое усилие и способствует складкообразованию.
Трубогиб с поворотной платформой
Этот вариант хорош тогда, когда к искажению формы конечного сечения особых ограничений не предъявляется. Принципиально он отличается тем, что один конец изгибаемой заготовки закрепляется, второй гнётся по нужному радиусу при помощи поворотной платформы. Элементы конструкции такого трубогиба:
- Корпус.
- Зажим с регулируемыми резиновыми губками.
- Вертикальная ось.
- Поворотная платформа, включающая в себя профильный ограничитель (он может быть переустанавливаемым).
- Привод (зубчатая или цепная передача; при необходимости увеличить скорость гибки, такая передача должна иметь усилитель крутящего момента – мультипликатор).
- Рычажная рукоятка.
Область рационального применения трубогиба с поворотной платформой – сгибы с радиусами r, которые многократно превышают толщину стенки трубы h. Рекомендуется соотношение r > (5…6)h.
Для малопластичных труб, изготовленных из средне- и высокоуглеродистых сталей (марок от сталь 50 и выше), такой метод следует применять с известными осторожностями, поскольку в области изгиба возникают довольно большие растягивающие напряжения, которые могут вызвать образование трещин в металле. Чтобы обойти это ограничение, деформируемый участок трубы лучше подогреть паяльной лампой.
Элементы конструкции профильного трубогиба
Поскольку энергоёмкость технологической операции сгиба даже высокопрочного проката невелика, то большинство элементов трубогиба можно изготавливать из обычной стали типа Ст.5.
 Диаметры осей роликов трубогиба подбирают по имеющимся типоразмерам подшипников качения, а для основы резиновых зажимных губок используют высокопрочную резину по ГОСТ 7338-90. Марка резины должна быть не ниже АМС (атмосферомаслостойкая), толщина — от 10 мм, степень твёрдости – Т (такой материал выдерживает давление от 5 МПа).
Диаметры осей роликов трубогиба подбирают по имеющимся типоразмерам подшипников качения, а для основы резиновых зажимных губок используют высокопрочную резину по ГОСТ 7338-90. Марка резины должна быть не ниже АМС (атмосферомаслостойкая), толщина — от 10 мм, степень твёрдости – Т (такой материал выдерживает давление от 5 МПа).
Особое внимание уделяется формующим роликам: они изготавливаются чистовым точением из инструментальной стали У10 или У12 по ГОСТ 1435-85. Необходимо строго соблюдать соотношения между исполнительными размерами ролика и размерами поперечного сечения заготовки (они указаны ранее).
Цепные передачи трубогиба и мультипликатор можно подбирать из готовых деталей, имеющихся в арсенале домашнего мастера (для мультипликатора, например, подойдёт узел, применяемый для аналогичных целей в гайковёртах).
При сборке стоит учесть оптимальные условия смазки трущихся элементов, а ручку для удобства пользования, делают с рифлёной пластиковой трубкой.
Рама трубогиба может быть сварной или собрана на болтовых соединениях.
Особенности изготовления и сборки

Начинают с выбора конструкции трубогиба для профильной трубы. Особое внимание уделяют производству профилирующих роликов, при массовом производстве гнутых профилей их лучше закалить на твёрдость HRC 54…60, а затем отшлифовать. При монтаже важно выдержать симметричность схемы гиба, чтобы исключить опрокидывающий момент, который будет неравномерно нагружать корпус трубогиба.
При испытании готового изделия возможно появление дефектов в трубе, в основном – трещин. Это означает, что свободный её конец слишком велик, и там возникают растягивающие напряжения. Тогда в трубогиб дополнительно вводят оправку. Она представляет собой неподвижно закреплённую на кронштейне втулку, которая сварена из листового проката.
Внутреннее отверстие во втулке должно соответствовать внешним размерам полуфабриката с допуском не более 0,15…0,20 мм. Втулку размещают посредине длины линии изгиба, после чего вводят туда часть деформируемой трубы, и начинают деформацию металла.
Как механизировать процесс
Поскольку гидропривод обладает наибольшей автономностью, то в большинстве случаев используют именно его. В качестве источника создаваемого давления в домашних условиях можно применить обычный гидравлический домкрат. Его устанавливают сверху подвижного ролика трубогиба и под оправкой. Перемещая ручку домкрата, создают необходимое давление сгиба.
Выбор типоразмера домкрата для трубогиба ведут в зависимости от предела пластичности материала заготовки:
- Для сталей типа Ст3, сталь 10 – 120…130 МПа;
- Для сталей типа Ст.5, сталь 20 – 130…150 МПа;
- Для латуней – 80…100 МПа;
- Для алюминия — 60…80 МПа.
При выборе типоразмера учитывают также ход штока, который не может быть менее 115….120 % от конечной высоты изогнутой трубы (во внимание принимается неизбежное пружинение).
Особенности технологии
 Нюансы процесса применяя трубогиба сводятся к следующим:
Нюансы процесса применяя трубогиба сводятся к следующим:
- При малых радиусах сгиба (r (15…20)h;
- Длина готового изделия превышает 1200…1500 мм;
- Качество торцов трубы не имеет значения.
- Материал высокопластичен (алюминий марок АД0 или АД00, медь до М4, латунь от Л80 и т.п.).
Заготовку укладывают в ограничивающие планки (сообразно нужным размерам), а затем гнут вручную, используя в качестве рычага одну из частей трубы.

Обзор самодельного трубогиба для профильной трубы
Виды трубогибов для профильной трубы, схемы изготовления своими руками
Трубогиб для профильной трубы – это нужный для определенных ситуаций инструмент, и на него есть устойчивый спрос на рынке. Трубогиб может использоваться в самых разных сферах, где есть необходимость придания трубе специфической формы. Конечно, такой инструмент можно приобрести, но при желании сэкономить можно сделать его самостоятельно.

Для сборки трубогиба нужны знания о его устройстве, принципе работы и характерных особенностях. Также эта работа потребует наличия соответствующих инструментов и инструкции. О том, как сделать трубогиб для профтрубы своими руками, и пойдет речь в этой статье.
Основные характеристики трубогиба
Конструктивно профильный трубогиб представляет собой специфический станок для проката профильной трубы, позволяющий изгибать труб с различными вариантами сечения профиля.
Хорошие трубогибы для профильных труб позволяют решать несколько задач, в число которых входят:
- Возможность изгиба трубы под необходимым углом, величина которого может достигать 180 градусов;
- Возможность работы с трубами в достаточно широком диапазоне диаметров – от 5 до 1220 мм;
- Возможность обработки труб, выполненных из разных материалов (при необходимости можно изгибать как металлические, так и пластиковые изделия).

В принципе, необходимость в трубогибе для обработки полимерных труб отсутствует – такой материал вполне можно изгибать другими способами. Зато при обработке металлических изделий не обойтись без профессионального оборудования.
Конечно, всегда можно приобрести готовый инструмент или арендовать его, но эти решения нельзя назвать лучшими. Аренда специализированного оборудования обычно обходится недешево, а приобретение – еще дороже. Кроме того, нужно понимать, что покупка трубогиба ради разовой работы будет не самым выгодным вариантом. Чтобы избежать лишних затрат, многие изготавливают трубогибочные станки своими руками.
Применение трубогибов
Трубогибы с успехом применяются в самых разных отраслях промышленности и хозяйства. К промышленному применению можно отнести строительную сферу, нефтяную и газовую отрасли, сантехнические работы и жилищно-коммунальное хозяйство. В быту для данного оборудования тоже находится применение – трубогибы позволяют создавать различные металлоконструкции, вроде скамеек, навесов, каркасов для тента и прочих. Читайте также: “Варианты изготовления скамейки из профильной трубы – как можно сделать самостоятельно”.

Впрочем, основная сфера применения такого оборудования – это прокладка различных трубопроводов и монтаж зданий, в котором профильные трубы часто используются в качестве арматуры. Независимо от формы и вида сырья, используемого для производства труб, их все равно можно гнуть только при помощи специальных станков – в противном случае положительного результата добиться не удастся.
Сфера применения очень сильно влияет на параметры изгибания труб. Дело в том, что материал может иметь разные размеры и исходное сырье, да и требования к изгибу предъявляются разные. Чтобы обработать трубы должным образом, нужно использовать оборудование соответствующей мощности и способностей. Кроме того, немаловажным аспектом является привод устройства, который может быть ручным, электрическим или гидравлическим.
Виды трубогибов для профильных труб
Основным фактором, по которому классифицируются трубогибы, является привод устройства, в зависимости от чего выделяют три категории устройств:
- Гидравлические.
- Электрические.
- Ручные.
Между этими устройствами есть немало различий – разная комплектация, принцип работы и стоимость оборудования. Стоит рассмотреть их детальнее, чтобы разобраться в этих отличиях.
Приспособления с электрическим приводом относятся к категории самых дорогих, но высокая стоимость вполне оправдана (подробнее: “Преимущества и недостатки электрических трубогибов, правила использования”). Технические характеристики таких устройств, среди которых большая мощность, точная настройка угла изгиба трубы и удобное управление, находятся на самом высоком уровне. Как правило, таким инструментом пользуются профессиональные монтажники.

Гидравлические трубогибы, хоть и несколько уступают в стоимости электрическим приборам, тоже нельзя отнести к категории бюджетных. Такие устройства обычно используются в тех ситуациях, где мощности ручного трубогиба недостаточно.
У гидравлических приспособлений есть немало достоинств:
- Высокий темп работы. Благодаря высокой и стабильной мощности гидравлический трубогиб способен обрабатывать трубы гораздо быстрее устройств с ручным приводом.
- Высокая точность обработки. В отличие от ручных приспособлений, гидравлические устройства позволяют изгибать трубу с точностью до 1 градуса.
- Простота эксплуатации и обслуживания. Рассматриваемый вид устройств очень удобен в использовании и не требует особого обслуживания. Даже в случае выхода приспособления из строя можно самостоятельно провести его ремонт. Кроме того, для работы не придется прикладывать массу усилий, которые просто необходимы при обработке ручными трубогибами.
- Небольшой вес и компактность. При необходимости любой гидравлический трубогиб можно перенести с места на место без особых затруднений.
- Универсальность. В отличие от ручных устройств, имеющих ряд неприятных ограничений, гидравлические трубогибы позволяют работать даже со стальными изделиями среднего диаметра.
Помимо уже описанных выше видов трубогибов, существуют еще и ручные приспособления, которые отличаются самой низкой стоимостью и простотой конструкции. Трубогиб для профильной трубы с ручным приводом достаточно мобилен и прост в эксплуатации. Также стоит отметить, что при желании сделать трубогиб своими руками большинство пользователей останавливаются именно на этом варианте.

Впрочем, за небольшую стоимость приходится платить другими качествами. Во-первых, ручные приспособления плохо подходят для больших объемов работ из-за сложностей с длительным использованием устройства. Во-вторых, принцип действия таких устройств прост, но работать с ними тяжело – приходится прикладывать слишком много усилий для качественного изгиба трубы. В-третьих, ручные трубогибы подходят только для обработки пластиковых и алюминиевых труб. При большом желании можно обработать также стальные изделия, но только если их диаметр невелик.
Кроме классификации по типу привода, трубогибы делятся по способу изгибания трубы, в зависимости от чего выделяют три вида устройств:
- Арбалетные, в которых изгиб трубы осуществляется за счет специальной формы;
- Пружинные ручные, осуществляющие изгибание трубы за счет усилия, выданного пружинами;
- Сегментные, имеющие конструкцию из плотного материала с установленными дорнами, вокруг которой и происходит загиб трубы.
Ручной трубогиб своими руками
Очень многих хозяев волнует вопрос о том, как сделать ручной трубогиб для профильной трубы своими руками. Вопрос этот достаточно актуален – приобретение готовых инструментов обходится дорого, да и качество некоторых из них оставляет желать лучшего. Неудивительно, что различные схемы трубогибов оказываются популярными и востребованными.
Для создания простого трубогиба с ручным управлением потребуется всего три компонента:
- Бетонная плита;
- Несколько металлических штырей;
- Перфоратор.

Сборка всех деталей в одно целое не представляет особой сложности. Сначала нужно разделить плиту на квадраты со стороной 4 см или 5 см. Когда эти квадраты размечены, в их углах при помощи перфоратора высверливаются глубокие отверстия, в которые далее устанавливаются штыри. Лучше всего иметь при себе чертежи самодельных трубогибов для профильной трубы, чтобы постоянно сверяться с ними.
Принцип работы этой примитивной конструкции достаточно прост: труба укладывается в пространство между штырями и выгибается за счет физических усилий. Такой ручной гибочный станок для профильной трубы не очень удобен в эксплуатации и не позволяет добиться высокой точности угла изгиба, но для небольшого объема работ в бытовых условиях его способностей хватит.
Альтернативные схемы ручных трубогибов
Простой трубогиб, описанный выше, подходит далеко не для всех ситуаций. При необходимости в более высоких характеристиках придется поискать более сложную конструкцию. Достаточно эффективным вариантом самодельного трубогиба является конструкция, основным рабочим элементом которой является домкрат. Чтобы собирать ручные трубогибы для профильной трубы своими руками, потребуется гидравлический домкрат, способный выдерживать нагрузку до 5 т, прочная основа и штыри.
Есть еще один интересный вариант – трубогиб с цепным приводом, который запускается при помощи рукоятки. В чертеж трубогиба такого типа входит металлическая основа в виде буквы П, струбцина, три ролика, лебедка и цепь. Соединение деталей осуществляется при помощи сварки.

Алгоритм сборки такого инструмента выглядит следующим образом:
- Первым делом к основе крепится П-образная деталь;
- С двух сторон от детали крепятся два ролика, а третий устанавливается так, чтобы все они образовали равнобедренный треугольник;
- На ролики заводится цепь с подключенной лебедкой.
Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.

Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
В результате получится гидравлический трубогиб, визуально похожий на обычный прокатный стан, только более сложный. Читайте также: “Какой гибочный станок для профильной трубы лучше использовать – варианты и особенности устройств”.
Самодельный прокатный станок для гибки труб
Станок, позволяющий изгибать профильные трубы, имеет еще более сложную конструкцию. Чтобы сделать такое оборудование, потребуется немало сил и времени. Не будут лишними и чертежи трубогиба для профильной трубы с размерами. Впрочем, при грамотном подходе можно создать даже такой станок. Читайте также: “Как сделать самодельный трубогиб для профильной трубы – варианты изготовления”.
Набор материалов, необходимых для работы, выглядит таким образом:
- Бетонное основание;
- Колесики;
- Лебедка;
- Двигатель;
- Перемычка из металла;
- Домкрат;
- Редуктор.

Собирать трубогиб для профиля своими руками лучше всего в несколько этапов, чтобы упростить работу:
- Первым делом подготавливается основание. Для него потребуются металлические элементы и сварочный аппарат. К основе крепятся четыре опоры, после в конструкции можно сверлить отверстия, позволяющие регулировать радиус изгиба профильной трубы.
- Следом при помощи болтов и пластик устанавливается домкрат, после чего можно крепить лебедку с роликами, оба двигателя и перемычку.
- Последний шаг – монтаж «грибка», который по сути является обычной трубой, выгнутой под прямым углом. «Грибок» крепится на верхней части корпуса станка.
Собранный по такой схеме трубогибочный станок для профильной трубы имеет сложную конструкцию, но трудности сборки в дальнейшем с лихвой окупятся за счет эффективной и простой эксплуатации.
Заключение
Существуют самые разные варианты трубогибов для профильных труб. Если речь идет о приобретении такого устройства, то все упирается в выбор необходимых технических характеристик, а при самостоятельной сборке потребуется еще и масса усилий, направленных на создание максимально эффективной и надежной конструкции.
Трубогиб для профильной трубы: особенности, виды и изготовление своими руками
Сгибание профильных труб представляет собой сложный процесс, выполнить который невозможно без особого оборудования. Для этого используется трубогиб, который может отличаться по принципу работы, материалам, размеру и конструкционным особенностям. Использование специального оборудования потребует определенного опыта работы. К тому же серийный трубогиб для профильной трубы обойдется дорого. Для самостоятельной гибки профильных труб можно сделать специальное оборудование своими руками.

Особенности, применение и виды
Трубогиб для профильной трубы отличается от обычного станка для изгибания труб. Это связано со стойкостью профиля к изгибающим нагрузкам, а также необходимым радиусом изгиба. Поэтому конструкция должна иметь три ролика, два из которых должны быть расположены в постоянных местах, а один оставаться подвижным. Подвижный ролик позволяет изменять радиус гибки профильных труб.
Такая конструкция должна быть рассчитана на определенные размеры заготовок, материалы профильной трубы, необходимые усилия. При изготовлении станка необязательно делать его универсальным. Рекомендуется определить целевое назначение трубогиба, и изготовить его на основе этих показателей.
По типу привода устройства разделяются на такие виды:
- Гидравлические. Такие трубогибы могут быть ручными и стационарными. Использование таких устройств позволяет изгибать детали, диаметр которых не превышает 8 см. Такие трубогибы активно используются на производствах.
- Электромеханические. Могут использоваться для работы с любыми видами и диаметрами профильной трубы. Такие устройства оборудованы электроникой, которая помогает точно рассчитать угол изгиба и необходимые усилия нажатия.
- Ручные. Применяются для гибки конструкций небольшого диаметра.
По способу изгиба конструкции разделяются на такие виды:
- Сегментные. Оснащаются особым механизмом, который дает возможность протаскивать и при этом перегибать трубу под необходимым углом.
- Арбалетного типа. Является особым изгибающим элементом.
- Пружинные конструкции. Такие механизмы оснащаются пружинами. С их помощью можно гнуть не только профильные трубы, но и пластиковые конструкции.
Вне зависимости от вида, трубогибы позволяют наиболее качественно и аккуратно изогнуть профильные трубы под нужным углом. Это самый надежный способ создания конструкций сложной формы. Другие методы изготовления сложных конструкций из профильной трубы и их недостатки:
- Болты и винты. Такое соединение не всегда способно обеспечить необходимый показатель надежности конструкции. К тому же вибрационные нагрузки способствуют быстрому разрушению таких соединений.
- Сварка. Такой метод соединения оказывает чрезмерное тепловое воздействие на материал, разрушая его структуру. Поэтому для надежного соединения профильной трубы с помощью сварки требуются услуги профессионального мастера.
- Клеевые соединения. Обладают невысокой стойкостью к механическим нагрузкам.
Устранить перечисленные недостатки различных методов соединения профильной трубы в сложные конструкции можно при сгибании заготовки необходимым образом. При этом необходимо точно дозировать скорость сгибания и механические нагрузки. Для этого лучше всего использовать специальный трубогиб, изготовить который можно и самостоятельно.
Особенности конструкции
Чтобы сделать трубогиб для профильной трубы своими руками, рекомендуется использовать уже готовые чертежи. Это упростит процесс изготовления трубогиба, а также обеспечит точное совпадение размеров. Такие конструкции могут быть разного типа и изготавливаться из различных материалов. В домашних условиях чаще всего изготавливается трубогиб фронтального типа. Он состоит из таких элементов:
- приводная цепь;
- металлические ролики;
- оси вращения;
- металлические профили для изготовления рамы;
- механизм, приводящий в движение устройство.
В некоторых случаях устройство может включать в себя деревянные или пластиковые ролики. Такие ролики можно использовать только, если требует изгибать профильные трубы невысокой прочности и диаметра. В противном случае ролики просто не выдержат нагрузку. Поэтому материалы для изготовления конструкции необходимо выбирать на основании прочности и диаметра заготовок.
Для изготовления самого простого и при этом удобного в использовании станка потребуются такие элементы:
- домкрат;
- металлические профили;
- прочные пружины;
- три металлических ролика;
- цепь;
- соединительные элементы.
Особенности изготовления трубогиба для профильной трубы можно найти в видео:
Технология изготовления
Чтобы изготовить трубогиб для профильной трубы своими руками, нужно точно следовать технологии. Для изготовления станка нужно выполнить такие процедуры:
- Изготовить качественный, прочный и надежный каркас. Для соединения элементов лучше всего использовать сварку. В случае отсутствия необходимого оборудования могут применяться и болты.
- По чертежу следует установить оси вращения и валы. При этом два вала нужно расположить выше третьего. В зависимости от необходимого радиуса изгиба профильной трубы, выставляется и соответствующее расстояние между осями валов.
- Для приведения в действие трубогибочного оборудования используется цепь. При этом необязательно использовать новую цель. Ее можно взять от старого мотоцикла, автомобиля или даже велосипеда.
- Дополнительно требуется ручка, которая создает крутящее усилие. Ее нужно присоединить к одному из валов.
Основные этапы изготовления:
- На прижимном валу следует поместить шестерни, кольца и подшипники, соединить которые между собой следует шпонкой. Крайне важно, чтобы чертеж устройства разрабатывал опытный мастер. Поэтому лучше использовать уже готовую схему или заказать чертеж. Также лучше доверить токарю выточку вала, обоймы для подшипников и роликов. Наиболее удобным устройством является трубогиб с тремя валами, один из которых устанавливается на пружинах, а остальные – по бокам.
- В кольцах делаются отверстия, необходимые для нарезания резьбы.
- Изготовление полки, в которой также необходимо сделать отверстия и нарезать резьбу для дальнейшего монтажа прижимного вала.
- Предварительно подготовленные элементы собираются в готовую конструкцию. Для соединения элементов используется сварка и болты. Сначала собирается каркас, который также является и ножками устройства.
- Монтаж полки и прижимным валом. Для этого используются пружины. После чего на устройство устанавливаются боковые опоры вала. На один из них следует закрепить ручку.
- Осталось только установить домкрат на конструкцию.
Особенности проведения монтажных работ зависят не только от вида необходимого оборудования, но и от наличия необходимых элементов. При изготовлении трубогиба в домашних условиях можно использовать элементы, которые уже есть в наличии, чтобы удешевить готовую конструкцию. К примеру, можно взять цель от старого мотоцикла или неиспользуемый автомобильный домкрат.
Изготовление гидравлического трубогиба
При изготовлении такого типа устройства наиболее важной задачей является правильная выточка роликов, которые будут использоваться для изгибания профильной трубы. Поэтому особое внимание следует уделить правильному выбору обоймы на подшипники. При выборе размера валов необходимо учитывать тип подшипников. Поэтому лучше использовать уже готовые чертежи, которые содержат точные размеры всех элементов.
Самодельные трубогибы часто изготавливаются на основании деталей, которые уже имеются в хозяйстве. Поэтому для постройки гидравлического устройства могут использоваться вазовские подшипники. В таком случае шестеренки также лучше брать от ВАЗа. Опытный токарь должен подогнать все детали под необходимые размеры.
Основные этапы изготовления станка
- Изготовление основания устройства с использованием достаточно толстого металлического профиля.
- Монтаж верхней части, которую необходимо прикрепить к металлическому навесу.
- Монтаж ножек, высота которых должна составлять примерно 40 см. Для соединения ножек и основной конструкции лучше всего использовать сварку.





Такой вариант трубогиба отличается высокой функциональностью и универсальностью. При этом для его изготовления могут использоваться простые и доступные материалы. Для повышения срока службы рекомендуется покрасить готовый станок, чтобы защитить его от коррозии, а также придать аккуратный и презентабельный внешний вид.
Изготовление самого простого трубогиба
Для неопытных мастеров описанные конструкции могут показаться сложными в исполнении. В таком случае необязательно покупать готовый трубогиб или заказывать изделие у профессионала. Для домашнего использования можно изготовить и более простую конструкцию.
Такой трубогиб может применяться для гибки алюминиевых и медных профильных труб. Он обладает достаточной эффективностью, однако не может использоваться для изделий большой толщины или для стальной профильной трубы.
Он представляет собой деревянную конструкцию. Из дерева нужно вырезать полукруг, размер которого необходимо подбирать на основании необходимого радиуса изгиба профильной трубы. Его нужно расположить неподвижно на любой удобной поверхности. Справа от него необходимо установить упор, с помощью которого будет крепиться заготовка.
С помощью такого самодельного изделия выполнять деформацию профильной трубы чрезвычайно просто. Профиль необходимо поместить в отверстие между шаблоном и упором, после чего нужно надавить на свободную часть профиля, чтобы изогнуть его до нужной формы.
Как сделать самодельный трубогиб для профильной трубы — полное руководство с чертежами
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.

Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.

- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.









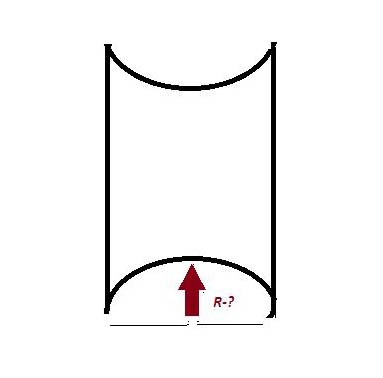
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.





